Dischi/Rod Heating Induction Hardening Machine per l'estinzione di superficie
![]()
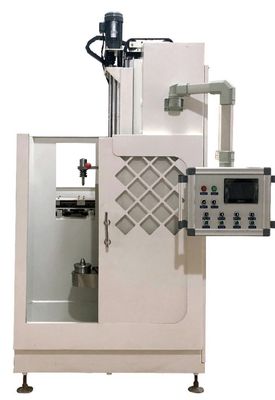
Macchina di indurimento di induzione
L'indurimento di induzione è un tipo di trattamento termico in quali parti di metallo sono riscaldate tramite induzione elettromagnetica e poi sono estiguute. È inoltre un tipo di cementazione e può essere usato affinchè molte leghe d'acciaio e d'acciaio migliori le proprietà meccaniche quali durezza e resistenza a fatica e la resistenza di superficie. Le applicazioni tipiche di indurimento di induzione è l'indurimento dell'acciaio e del ghisa. Particolarmente le parti, quali gli alberi motore, componenti del motore ed ingranaggi subiscono il processo.
PROCESSO DI INDURIMENTO DI INDUZIONE
L'indurimento di induzione può essere tagliato in due punti. Quello primo è riscaldamento di induzione, in quali metalli elettricamente di conduzione sono riscaldati con un elettromagnete. La fase d'estinzione segue direttamente dopo per alterare la struttura di superficie del materiale.
RISCALDAMENTO DI INDUZIONE
I materiali quali le componenti d'acciaio sono disposti tipicamente dentro una bobina di rame raffreddata ad acqua in cui sono conforme ad un campo magnetico alternante. Subiscono l'induzione elettromagnetica per mezzo di un elettromagnete e di un oscillatore elettronico. Questo oscillatore invia le correnti alternate tramite l'elettromagnete, causante i campi magnetici alternanti che penetrano il materiale. I risultati sono correnti parassite (cicli della corrente elettrica) che riscaldano l'oggetto all'interno della bobina sopra la temperatura di trasformazione. L'indurimento di induzione è una forma di indurimento di superficie in cui la profondità può essere di fino a 8 millimetri. Più profondamente le correnti penetrano, più alta la frequenza dei campi magnetici alternanti devono essere.
Gli acciai che hanno una struttura ferromagnetica (che è ereditata dal ferro) possono anche essere riscaldati dalle perdite di isteresi magnetiche. Le perdite di isteresi magnetiche producono il calore allineando nuovamente i dominii magnetici, sebbene dipenda dalla frequenza delle correnti, della profondità di penetrazione e delle proprietà del materiale (dimensione, densità, leghe) il quanto calore può essere generato (pH = (il KH) (f) (Bmax) n).
ESTINZIONE DI INDUZIONE
Direttamente dopo il processo del riscaldamento di induzione, l'oggetto deve essere estiguuto, significando che deve essere raffreddato estremamente rapidamente. per fare che, il pezzo in lavorazione è disposto tipicamente in un carro armato di petrolio o dell'acqua, sebbene l'aria a volte fredda sia usata. L'estinzione assicura che soltanto la superficie sia indurita e quel calore non si sparge nel centro del materiale, evitante le trasformazioni di fase dal sorgere. Ancora, il raffreddamento rapido giù crea una struttura martensitica o ferritico-martensitica sullo strato superficiale. Questo la struttura visualizza la forza più ad alta resistenza e la tensione di snervamento iniziale bassa che una struttura puramente ferritica. Estiguendo granulometria anche riduttrice, che è un fattore chiave a durezza aumentante dei materiali.
![]()
Dettaglio rapido:
| Nome | Spruzzi il raffreddamento estiguendo la macchina di indurimento di induzione della macchina per la tempera dell'ingranaggio | Applicazione | Estinzione |
| Peso netto | 900kg | Metodo di raffreddamento | immersione, idrogetto |
| Dimensione | 1100*900*2000 | Certificato | CE, SGS |
Parametri tecnici
![]()
Vantaggi di indurimento di induzione:
![]()
![]()
![]()
I nostri servizi
Servizio venduto in anticipo.
servizio di In-vendita.
servizio di Dopo-vendita.